What is Machine Vision?
Definition and Core Principles of Machine Vision
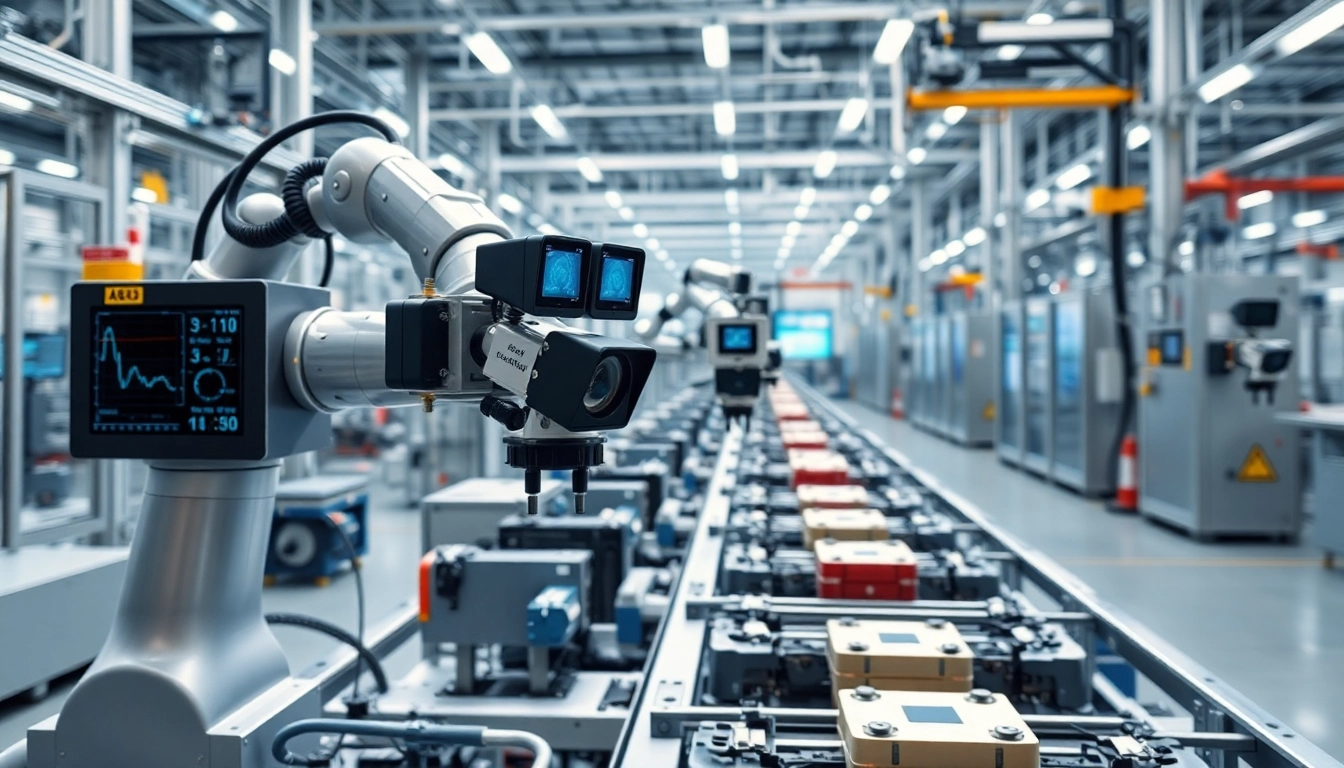
Machine vision refers to the technology that enables machines to perceive, understand, and respond to visual information in a manner similar to human vision. Utilizing a variety of hardware and software components, it enables automation by allowing systems to capture images, process them, and extract meaningful information. This functionality is pivotal in industries where speed, precision, and reliability are essential, such as manufacturing, quality control, and robotics. By utilizing techniques such as image processing, artificial intelligence, and pattern recognition, machine vision systems can perform complex tasks that traditionally required human observation.
Key Components of Machine Vision Systems
A typical machine vision system is composed of several critical components that work together seamlessly:
- Cameras: These devices capture visual data and can vary in type, including 1D, 2D, and 3D cameras, depending on the application.
- Illumination: Proper lighting is essential for enhancing image quality and minimizing shadows, which can obscure important details.
- Processing software: This component processes acquired images to extract relevant information, often employing algorithms for tasks such as edge detection, pattern recognition, and color analysis.
- Output devices: These can include displays or interfaces that present the extracted data or analyses to users or other systems.
- Integration hardware: This includes components that facilitate the interaction between the machine vision system and other systems (like robots or conveyor belts) for streamlined operations.
How Machine Vision Works: A Technical Overview
At its core, machine vision involves a systematic process that can be broken down into several stages:
- Image Acquisition: The first step involves capturing images of the object or environment using cameras. Techniques may vary based on whether 1D barcodes or 3D objects are to be analyzed.
- Image Preprocessing: Once the images are captured, preprocessing techniques such as noise reduction, contrast enhancement, and normalization help improve the quality of images for better analysis.
- Image Analysis: In this phase, algorithms analyze the prepared images to detect features, patterns, or anomalies. This may involve machine learning techniques that allow the system to improve its accuracy over time.
- Decision Making: Based on the analysis, the system makes decisions that can trigger various responses, such as signaling a robotic arm to take an action or alerting operators to defects.
Applications of Machine Vision
Machine Vision in Industrial Automation
One of the most prominent applications of machine vision lies in industrial automation, where it enhances productivity and accuracy. By integrating machine vision systems, manufacturers can perform real-time monitoring of production lines, which allows for:
- Improved production efficiency through automated fault detection.
- Reduced waste by identifying defective components before they proceed through the manufacturing process.
- Enhanced operational consistency and reliability, minimizing human error.
For instance, in automotive manufacturing, machine vision systems are employed to inspect parts for quality assurance, ensuring that components meet stringent specifications.
Quality Control and Inspection Processes
Quality control is a critical aspect of manufacturing where machine vision shines. Automated inspection systems help maintain high standards by:
- Providing consistent inspections at speeds unattainable by human workers.
- Documenting inspection results digitally for quality audits and traceability.
- Conducting complex measurements that ensure parts meet design tolerances.
An example can be found in electronics manufacturing, where machine vision systems inspect circuit boards for defects, ensuring durability and reliability in end products.
Machine Vision in Robotics and Autonomous Vehicles
The integration of machine vision with robotics has transformed fields such as logistics and transportation. Robots empowered by vision systems can:
- Identify and grasp objects accurately, allowing them to perform tasks such as assembly, sorting, and packing.
- Navigate complex environments autonomously by detecting obstacles and adjusting their paths.
In autonomous vehicles, machine vision plays a fundamental role in recognizing road signs, lane markings, and pedestrians, contributing to safer driving experiences.
Machine Vision vs Computer Vision
Understanding the Differences
While machine vision and computer vision might appear synonymous, they serve distinct purposes. Machine vision focuses on automated inspection and measurement, often in industrial settings. Its primary role is ensuring that devices can see and make decisions based on predefined criteria. In contrast, computer vision encompasses a broader field of study that aims to enable computers to interpret images and understand visual data as humans do, often leveraging artificial intelligence for learning.
Applications and Use Cases
Machine vision is predominantly utilized in structured environments such as factories for inspection tasks, while computer vision finds applications in unstructured environments, such as facial recognition in security systems or image classification in social media.
Integration in Modern Technologies
The integration of both machine vision and computer vision technologies in advanced applications, like augmented reality and smart surveillance systems, showcases their complementary nature. Together, they enhance the automation and analysis capabilities across various sectors.
Best Practices for Implementing Machine Vision Systems
Selecting the Right Equipment and Software
Implementing a machine vision system requires careful consideration of several factors:
- Application Requirements: Assess the specific needs of your application, including resolution requirements, frame rates, and environmental conditions.
- Compatibility: Ensure that the chosen cameras, sensors, and software packages are compatible with existing systems.
- Scalability: Select systems that can be easily scaled or upgraded as your needs evolve.
- Vendor Support: Choose suppliers known for offering excellent support and training.
Key Metrics for Measuring Performance
To evaluate the effectiveness of machine vision systems, consider monitoring performance metrics such as:
- Throughput Rates: Measure the number of inspections completed per unit of time.
- Accuracy and Precision: Assess the system’s ability to identify defects without false positives or negatives.
- Downtime: Track system uptime versus downtime to gauge reliability.
- Return on Investment (ROI): Analyze cost savings derived from increased efficiency and reduced waste.
Common Challenges and Solutions
Implementing machine vision systems can present challenges, including:
- Lighting Conditions: Poor illumination can affect image quality. Solutions include using adjustable lighting and controlled environments.
- Complex Backgrounds: Cluttered scenes may cause issues with object recognition. Software algorithms can help filter out noise.
- Integration with Existing Systems: Compatibility issues may arise; ensuring a systems engineer is consulted during the planning phase can alleviate this.
Future Trends and Innovations in Machine Vision
Advancements in AI and Deep Learning
Machine vision is poised to benefit greatly from advancements in artificial intelligence and deep learning technologies. These innovations are expected to enhance capabilities in:
- Real-Time Processing: AI can enable systems to process images much faster, allowing for immediate feedback and action.
- Adaptive Learning: Systems can learn from experiences over time, improving their performance without explicit programming.
- Increased Accuracy: With more sophisticated algorithms, the precision of defect detection and identification will continue to improve.
Emerging Technologies and Their Impact
Emerging technologies such as edge computing and IoT (Internet of Things) will further transform machine vision systems. By processing data closer to its source, organizations can reduce latency and enhance decision-making processes in real-time. Moreover, the integration of machine vision systems with IoT devices could facilitate more comprehensive data analysis and automation.
Predictions for Machine Vision Technology
The future of machine vision is bright, with predictions indicating continued growth in adoption across various industries. As technology evolves, we are likely to see:
- Increased affordability of high-end machine vision systems, making automation accessible for small and medium enterprises.
- Greater integration into everyday personal and commercial applications, from healthcare diagnostics to advanced driver assistance systems.
- A focus on augmenting human capabilities rather than replacing them, leading to collaborative workflows between humans and machines.


